Dėl teigiamų stiklo ir polimerų savybių stiklo pluošto vamzdžiai turi beveik neribotas galimybes - pradedant vėdinimo kanalų įrengimu ir baigiant naftos chemijos kanalų klojimu.
Šiame straipsnyje apžvelgiamos pagrindinės stiklo pluošto vamzdžių savybės, ženklinimas etiketėmis, polimerinių kompozitų gamybos būdai ir rišiklių kompozicijos, lemiančios kompozito apimtį.
Mes taip pat suteikiame svarbius atrankos kriterijus, atkreipdami dėmesį į geriausius gamintojus, nes svarbus vaidmuo gaminių kokybei yra skiriamas gamintojo techninėms galimybėms ir reputacijai.
Bendrosios stiklo pluošto savybės
Stiklo pluoštas - plastikinė medžiaga, kurią sudaro stiklo pluošto komponentai ir rišiklio užpildas (termoplastiniai ir termoreaktingi polimerai). Stiklo pluošto gaminiai, palyginti su mažu tankumu, pasižymi geromis stiprumo savybėmis.
Pastaruosius 30–40 metų stiklo pluoštas yra plačiai naudojamas įvairių tikslų vamzdynų gamyboje.

Polimerinis kompozitas yra vertinga stiklo, keramikos, metalo ir betono alternatyva gaminant konstrukcijas, skirtas veikti ekstremaliomis sąlygomis (naftos chemijos, aviacijos, dujų gamybos, laivų statybos ir kt.)
Greitkeliuose suderinamos stiklo ir polimerų savybės:
- Lengvas svoris. Vidutinis stiklo pluošto svoris yra 1,1 g / cm3. Palyginimui, tas pats plieno ir vario parametras yra daug didesnis - atitinkamai 7,8 ir 8,9. Paprastumas palengvina montavimo darbus ir medžiagų transportavimą.
- Atsparumas korozijai Kompozito komponentai turi mažą reaktyvumą, todėl jie nėra veikiami elektrocheminės korozijos ir bakterijų skilimo. Ši kokybė yra lemiamas argumentas, lemiantis stiklo pluošto naudojimą požeminėms komunalinėms paslaugoms.
- Didelės mechaninės savybės. Kompozito absoliutusis tempiamasis įtempis yra mažesnis nei plieno, tačiau savitasis stiprio parametras žymiai viršija termoplastinius polimerus (PVC, HDPE).
- Atsparios oro sąlygoms. Ribinių temperatūrų diapazonas (-60 ° С .. + 80 ° С), vamzdžių apdorojimas apsauginiu gelinio sluoksnio sluoksniu užtikrina atsparumą UV spinduliams. Be to, medžiaga atspari vėjui (riba yra 300 km / h). Kai kurie gamintojai teigia, kad vamzdžių jungiamosios detalės yra atsparios žemės drebėjimui.
- Atsparumas ugniai. Nedegus stiklas yra pagrindinis stiklo pluošto komponentas, todėl medžiaga sunkiai degi. Deginant, toksinių dujų dioksinas neišsiskiria.
Stiklo pluoštas turi mažą šilumos laidumą, o tai paaiškina jo šilumą izoliuojančias savybes.

Kompozitinių vamzdžių trūkumai: jautrumas dilimui, kancerogeninių dulkių susidarymas dėl apdirbimo ir brangios, palyginti su plastiku
Kai vidinės sienos susidėvi, pluoštai yra veikiami ir nutrūksta - dalelės gali patekti į gabenamą terpę.
Vaizdo galerija
Nuotrauka iš
Gaminant stiklo pluošto vamzdžius naudojamas stiklo pluoštas ir rišikliai: termoplastiniai ir termoreaktingi polimerai. Rezultatas yra medžiaga, kuri yra patvari ir atspari išorinei agresijai su santykinai mažu savitu sunkumu
Stiklo pluošto vamzdžiai gaminami liejant arba ištisine apvija. Gamybos technologija priklauso nuo paskirties vietos ir būsimų darbo sąlygų.
Statant įvairaus sudėtingumo ryšių ir transportavimo sistemas, gaminami įvairaus diametro stiklo pluošto vamzdžiai. Iš jų renkamos tiek magistralinės linijos, tiek šakos.
Stiklo pluošto ilgi produktai yra daug atsparesni agresyviai ir abrazyvinei aplinkai nei ketaus ar plieno vamzdžiai, todėl jie aktyviai naudojami pramonėje
Chemijos, farmakologijos, maisto, naftos ir dujų perdirbimo pramonėje stiklo pluošto vamzdžiai turi didelę paklausą ir yra aktyviai naudojami.
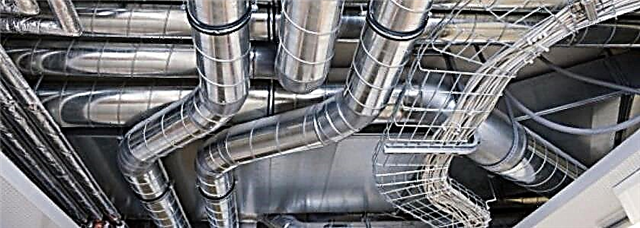
Stiklo pluoštas naudojamas visų tipų komunalinių sistemų statybai. Jie tinka vandens tiekimo, vėdinimo, šildymo, kanalizacijos įrengimui. Tarnaukite kaip korpusas požeminėse elektros ir kitų ryšių linijų instaliacijose
Stiklo pluošto vamzdžiai yra tinkami tiek po žeme, tiek po žeme. Jiems nereikia papildomos apsaugos
Stiklo pluošto vamzdžių matmenys ir dizainas yra suvienodinti. Jų sujungimas atliekamas taip, kaip nustatyta kitų tipų vamzdžiams tam tikroje vietoje
Reikšmingi stiklo pluošto vamzdžių pranašumai
Nenutrūkstamo apvijų vamzdžių gamyba
Įvairių diametrų stiklo pluošto gaminiai
Abrazyvinių ir agresyvių terpių gabenimas
Stiklo pluošto vamzdynai įmonėje
Lizdo jungtis kanalizacijos sistemoje
Atviras vamzdžių klojimas ant atramų
Naudojant flanšo jungtį
Stiklo pluošto vamzdžių gamybos technologijos
Fizikinės ir mechaninės gatavo produkto savybės priklauso nuo gamybos technologijos. Kompozicinės jungiamosios detalės gaminamos keturiais skirtingais būdais: ekstruzijos, pultrucijos, išcentrinio liejimo ir apvijos.
Technologija Nr. 1 - išspaudimas
Išspaudimas yra technologinis procesas, grindžiamas nuolatiniu pastos pavidalo arba labai klampios medžiagos spaudimu per formavimo įrankį. Derva sumaišoma su susmulkintu stiklo pluoštu ir plastikiniu kietikliu, o po to paduodama į ekstruderį.

Gatavas produktas neturi ištisinio armavimo rėmo, nes rišiklis yra užpildytas atsitiktine tvarka stiklo pluošto. „Armopoyas“ nebuvimas turi įtakos vamzdžio stiprumo sumažėjimui
Didelio našumo ekstruzijos linija leidžia jums gauti be rėmelių kompozicinius gaminius už mažą kainą, tačiau jo paklausa yra ribota dėl mažų mechaninių savybių. Polimerų matricos pagrindas yra polipropilenas ir polietilenas.
Technologija Nr. 2 - pultracija
„Pultrusion“ yra mažo skersmens, pastovaus skerspjūvio, sudėtinių ilgo ilgio elementų gamybos technologija. Praleidžiant per įkaitintą formos formavimo štampą (+140 ° С), dalys iš stiklo pluošto, įmirkytos termoreaktingomis dervomis, yra „ištraukiamos“.
Skirtingai nuo ekstruzijos proceso, kai lemiamą įtaką turi slėgis, pultrusiame įrenginyje šį vaidmenį atlieka traukimo efektas.

Pagrindiniai pultruzijos įrenginio darbo vienetai: pluošto tiekimo kompleksas, polimero bakas, ruošinio įtaisas, termo liejimo forma, tempimo juosta ir pjovimo mašina
Technologinis procesas:
- Iš ritinių siūlų įleidžiama į polimerinę vonią, kur jie yra įmirkyti termoplastinėmis dervomis.
- Apdoroti pluoštai praeina per ruošinį - siūlai yra išlyginti ir įgauna norimą formą.
- Nesukietėjęs polimeras patenka į štampą. Dėl kelių šildytuvų sukuriamas optimalus polimerizacijos režimas ir parenkamas traukimo greitis.
Sukietėjęs produktas traukiamas traukimo mašina ir supjaustomas į segmentus.
Skiriamieji pultruotos technologijos bruožai:
- priimtini polimerai - epoksidinės, poliesterinės dervos, vinilai;
- tempimo greitis - novatoriškų, optimizuotų „pultruded“ polimerų naudojimas leidžia pagreitinti plėtrą iki 4–6 m / min. (standartinis - 2–3 m / min.);
- bėgimas bėgti: mažiausiai - 3,05 * 1 m (tempimo jėga iki 5,5 t), maksimali - 1,27 * 3,05 m (jėga - 18 t).
Išėjimas yra vamzdis su puikiai lygiomis išorinėmis ir vidinėmis sienomis, esant aukšto lygio ir stiprumo rodikliams.

Stiklo pluošto savybės, gautos pultracijos metodu: sulaužomas lenkimo įtempis - 700–1240 MPa, šilumos laidumas - 0,35 W / kv. ° C, tempimo elastingumo laipsnis - 21–41 GPa
Metodo trūkumai nėra susiję su originalaus produkto kokybe, o su pačia technologija. Argumentai prieš: dideles gamybos proceso sąnaudas ir trukmę, nesugebėjimą gaminti didelio skersmens vamzdžių, skirtų didelėms apkrovoms.
3 technologija - išcentrinis liejimas
Šveicarijos įmonė Hobas sukurta ir patentuota išcentrinio formavimo technika. Šiuo atveju gamyba vykdoma nuo išorinės vamzdžio sienos iki vidinės, naudojant besisukančią formą. Į dujotiekio sudėtį įeina: susmulkinto stiklo pakulos, smėlio ir poliesterio dervos.
Žaliavos tiekiamos į besisukančią matricą - susidaro vamzdyno išorinio paviršiaus struktūra. Vykstant gamybai, kieti komponentai, užpildas ir stiklo pluoštas sumaišomi su skysta derva - polimerizacija vyksta greičiau, veikiant katalizatoriui.

Dėl to susidaro daugiasluoksnės lygios sienos. Išcentrinio „purškimo“ metodo dėka vamzdžio struktūra yra monolitinė, vienalytė, be delamacijos ir dujinių dalelių.
Papildomi pranašumai:
- didelis pradinio produkto matmenų tikslumas (besisukančios formos vidinė dalis atitinka gatavo produkto išorinį skersmenį);
- galimybė mesti bet kokio storio sienas;
- didelis polimero kompozito žiedo standumas;
- išgaunant lygų vamzdžių jungiamųjų detalių išorę ir vidų.
Išcentrinės stiklo pluošto vamzdžių gamybos trūkumas yra energijos intensyvumas ir didelės galutinio produkto kainos.
Technologija Nr. 4 - progresyvi apvija
Populiariausia technika yra nuolatinis apvija. Vamzdis sukuriamas keičiant šerdį stiklo pluošto polimerais su aušinimo procesais. Gamybos būdas turi keletą porūšių.
Spiralinio žiedo technologija
Pluošto kaupiklis yra specialus žiedas, kurio perimetre yra srieginės juostelės su siūlais.
Darbinis elementas nuolat juda išilgai judančio rėmo ašies ir paskirsto pluoštus išilgai spiralinių linijų.

Keičiant rėmo sukimosi greitį ir krautuvo judesį, keičiasi stiklo pluošto kampas. Vamzdžio galuose žiedas veikia „atbulinės eigos“ režimu ir siūlo siūlus minimaliu nuolydžiu
Pagrindiniai metodo pranašumai:
- tolygus stiprumas visame magistralės paviršiuje;
- puikus atsparumas tempimo apkrovoms - nėra įtrūkimų;
- įvairaus skersmens ir skerspjūvio produktų su sudėtinga konfigūracija sukūrimas.
Ši technika leidžia gauti didelio stiprio vamzdžius, skirtus veikti aukšto slėgio sąlygomis (inžineriniai siurblių-kompresorių tinklai).
Spiralinės juostos apvija
Technika yra panaši į ankstesnę, skirtumas yra tas, kad krautuvas tiekia siaurą pluošto juostelę. Tankus armatūrinis sluoksnis pasiekiamas padidinus praėjimų skaičių.
Gamyboje naudojama pigesnė įranga nei naudojant spiralinio žiedo metodą, tačiau „juostos“ apvijai būdingi keli reikšmingi trūkumai:
- ribotas atlikimas;
- laisvas pluoštų klojimas sumažina dujotiekio stiprumą.
Spiralinės juostos metodas yra tinkamas gaminant vamzdžių jungiamąsias detales, skirtas mažam ir vidutiniam slėgiui.
Išilginis-skersinis metodas
Atliekamas nenutrūkstamas apvija - krautuvas tuo pačiu metu deda išilginį ir skersinį pluoštus. Nėra atvirkštinio judesio.

Pagal besisukantį šerdį naudojamos judančios ritės, kurios tiekia išilginius armatūrinius pluoštus. Gaminant tūrinius vamzdžius, būtina naudoti daugybę ritinių
Metodo charakteristikos:
- Jis daugiausia naudojamas kuriant vamzdžius, kurių skerspjūvis yra iki 75 mm
- yra ašinių sriegių įtempimo galimybė, dėl kurios pasiekiamas stiprumas, kaip ir spiraliniame metode.
Išilginės skersinės technologijos yra labai produktyvios. Mašinos leidžia įvairiai pakeisti ašinio ir žiedinio armatūros santykį.
Skersinės išilginės technologijos pasvirimas
Vietos gamintojai turi paklausą apie Charkovo inžinierius. Naudodamas kryžminę apviją, krautuvas rodo „šydą“, susidedantį iš rišamųjų siūlų pluošto. Juosta judama į rėmą nedideliu persidengimo kampu su ankstesniu posūkiu - suformuota žiedo armatūra.
Užbaigus viso šerdies apdirbimą, pluoštai susukami ritinėliais - rišiklio polimerų likučiai pašalinami, sutvirtinama sutvirtinanti danga.

Valcavimas leidžia pasiekti minimalų reikalingą plastiko kiekį. Stiklo dalis kietintoje kompozicijoje yra apie 80% - optimalus rezultatas, užtikrinantis aukštą stiprumą ir mažą degumą
Skersinio sluoksnio valcavimo ypatybės:
- stiklo pluošto sandarumas;
- neribotas pagamintų vamzdžių skersmuo;
- aukštos dielektrinės savybės dėl to, kad išilgai ašies nėra nuolatinio sutvirtinimo.
„Skersinio sluoksnio“ stiklo pluošto elastinis modulis yra žemesnis už panašų kitų metodų parametrą. Dėl tarpsluoksnių įtrūkimų pavojaus šis metodas nėra įmanomas kuriant vamzdynus esant aukštam slėgiui.
Stiklo pluošto vamzdžių parinkimo parametrai
Stiklo kompozitinių vamzdžių pasirinkimas grindžiamas šiais kriterijais: standumas ir projektinis slėgis, rišiklio komponento tipas, sienų konstrukcinės savybės ir sujungimo būdas. Svarbūs parametrai nurodyti lydimuosiuose dokumentuose ir kiekviename mėgintuvėlyje - sutrumpintai.
Tvirtumas ir slėgio koeficientas
Stiklo pluošto standumas lemia medžiagos sugebėjimą atlaikyti išorines apkrovas (grunto sunkumą, eismą) ir slėgį sienoms iš vidaus. Pagal ISO standartą vamzdžių jungiamosios detalės skirstomos į keletą standumo klasių (SN).

Didžiausias leistinas darbinis slėgio lygis kiekvienoje klasėje: SN 2500 - 0,4 MPa, SN 5000 - 1 MPa, SN 10000 - 2,5 MPa
Standumo laipsnis didėja didėjant stiklo pluošto vamzdžio sienelių storiui.
Klasifikacija pagal vardinį slėgį (PN) atspindi gaminių laipsnį atsižvelgiant į saugų skysčio slėgį +20 ° C temperatūroje per visą eksploatavimo laiką (apie 50 metų). PN matavimo vienetas yra MPa.
Kai kurie gamintojai, tokie kaip „Hobas“, nurodo frakcijos dviejų parametrų (slėgio ir standumo) bendras savybes. Vamzdžiai, kurių darbinis slėgis yra 0,4 MPa (PN-4 klasė) ir kurių standumo laipsnis (SN) yra 2500 Pa, bus pažymėti - 4/2500.
Rišiklio tipas
Vamzdžio eksploatacinės savybės labai priklauso nuo rišiklio rūšies. Daugeliu atvejų naudojami poliesterio arba epoksidiniai priedai.
PEF rišiklių savybės
Sienos pagamintos iš termoreaktingų poliesterio dervų, sutvirtintų stiklo pluošto ir smėlio priedais.
Naudojami polimerai turi svarbių savybių:
- mažas toksiškumas;
- kietėjimas kambario temperatūros sąlygomis;
- patikimas sujungimas su stiklo pluoštu;
- cheminis inertiškumas.
Kompozitiniams vamzdžiams su PEF polimerais netaikoma korozija ir agresyvi terpė.

Taikymo sritis: būsto ir komunalinės paslaugos, vandens paėmimas, nuotekų valymo įrenginių vamzdynas, pramoninė ir buitinė kanalizacija. Eksploatavimo apribojimai: temperatūra virš + 90 ° С, slėgis virš 32 atmosferų
Epoksidinės savybės
Rišiklis padidina medžiagos stiprumą. Kompozitų su epoksidais temperatūros riba yra iki +130 ° С, o maksimalus slėgis - 240 atmosferų.
Papildomas pranašumas yra beveik nulinis šilumos laidumas, todėl surinktas bagažinė nereikalauja papildomos šilumos izoliacijos.

Šios klasės vamzdžiai kainuos daugiau nei PEF gaminiai. Paprastai stiklo pluošto vamzdynai su epoksidiniu rišikliu naudojami naftos ir dujų, naftos chemijos pramonėje ir organizuojant jūrų uostų infrastruktūrą.
Kompozitinių vamzdžių sienų dizainas
Pagal dizainą jie išskiria: viengubo, dvigubo ir trijų sluoksnių stiklo pluošto vamzdžius.
Vieno sluoksnio gaminių charakteristikos
Vamzdžiai neturi apsauginės dangos, dėl kurios jie yra pigūs. Vamzdžių jungiamųjų detalių savybės: negalėjimas naudoti regionuose, kuriuose yra sudėtinga reljefas ir atšiaurus klimatas.
Taip pat šiuos gaminius reikia kruopščiai montuoti - kasti didelį kiekį tranšėjos, sutvarkyti smėlio „pagalvę“. Bet dėl to didėja montavimo darbų sąmata.
Dvisluoksnių vamzdžių savybės
Gaminiai viduje yra iškloti plėvele - aukšto slėgio polietilenu. Apsauga padidina cheminį atsparumą ir pagerina linijos sandarumą veikiant išorinėms apkrovoms.
Tačiau naftotiekių jungiamųjų detalių eksploatacija atskleidė dvisluoksnių modifikacijų trūkumus:
- sukibimo tarp konstrukcinio sluoksnio ir pamušalo nebuvimas - sienų tvirtumo pažeidimas;
- pablogėja apsauginės plėvelės elastingumas esant žemai temperatūrai.
Vežant terpę, kurioje yra dujų, pamušalas gali nugrimzti.

Dvisluoksnis dujotiekis yra skirtas dujų masės transportavimui. Kompozitiniai vamzdžiai yra tinkami nuotekoms siurbti, kanalizacijos kanalizacijai ir vandentiekiui nutiesti
Trisluoksniai vamzdžių parametrai
Stiklo pluošto vamzdžių struktūra:
- Išorinis polimero sluoksnis (storis 1-3 mm) - padidėjęs mechaninis ir cheminis atsparumas.
- Struktūrinis sluoksnis - struktūrinis sluoksnis, atsakingas už gaminio stiprumą.
- Pamušalas (storis 3-6 mm) - stiklo pluošto vidinis apvalkalas.
Vidinis sluoksnis suteikia lygumo, sandarumo ir išlygina ciklinius vidinio slėgio svyravimus.

Trisluoksnių stiklo pluošto vamzdžių fizikinės ir mechaninės savybės leidžia juos naudoti įvairiose pramonės šakose gabenant dujas turinčias ir skystas terpes.
Stiklo pluošto doko metodas
Pagal sujungimo būdą, vamzdžių jungiamųjų detalių, pagamintų iš kompozito, asortimentas yra padalintas į 4 grupes.
Grupė Nr. 1 - su lizdu sujungtas dokas
Elastiniai guminiai tarpikliai montuojami vamzdžio galo smaigalių grioveliuose. Iškrovimo žiedai formuojami ant įrangos su elektroniniu valdymu, užtikrinant jų buvimo vietos ir dydžio tikslumą.

Atsižvelgiant į inžinerinio tinklo vietą ir transportavimo terpės tipą, pasirenkamas guminio sandariklio tipas. Vamzdžių jungiamosios detalės yra su reikiamais žiedais
2 grupė - kištukinis kištukinis lizdas su sandarikliu ir kamščiu
Organizuojant sausumos liniją, būtina kompensuoti ašinių jėgų poveikį dujotiekiui. Šiam tikslui, be sandariklio, uždedamas ir sustojimas. Elementas pagamintas iš metalinio kabelio, polivinilchlorido arba poliamido.

Kamštis montuojamas žiediniuose grioveliuose per lizdo angą smeigės gale. Ribotuvas neleidžia ašies judėti bagažinės elementams
3 grupė - flanšo jungtis
Sudėtinio vamzdyno sujungimas su jungiamosiomis detalėmis arba metaliniais vamzdžiais. Stiklo pluošto flanšų jungiamieji matmenys yra reguliuojami GOST 12815-80.

Flanšo fiksavimui prie vamzdžio pagrindo yra speciali „koja“ su skylėmis tvirtinimo detalėms. Jungiamųjų flanšų plotis priklauso nuo dujotiekio parametrų
Grupė Nr. 4 - lipni fiksacija
Neišskiriamas sujungimo būdas - armatūrinių stiklo medžiagų kompozicija, pridedant poliesterio komponentą, „kietą“ kietėjimą, uždedama ant galų. Metodas suteikia linijos tvirtumą ir sandarumą.
Apsauginio vidinio sluoksnio žymėjimas
Vamzdžių gaminių gamybos metodika leidžia gaminti produktus su skirtinga vidinio sluoksnio sudėtimi, kuri lemia greitkelio atsparumą gabenamai terpei.

Prekių įvairovė suskirstyta į 4 grupes. HP stiklo pluošto vamzdžiai ramiai atlaiko įprastą skysčių siurbimą iki +90 ° C, o galutinis pH neturėtų viršyti 14
Vietos gamintojai taiko šį apsauginių dangų ženklinimą.
Laiškas nurodo leistiną naudojimą:
- IR - skysčio gabenimas abrazyvinėmis medžiagomis;
- P - šalto vandens tiekimas ir išleidimas, įskaitant geriamąjį;
- X - leistinas naudojimas chemiškai agresyviose dujų ir skysčių aplinkoje;
- G - karšto vandens tiekimo sistemos (riba 75 ° C);
- NUO - kiti skysčiai, įskaitant turinčius didelį rūgštingumą.
Apsauginė danga dengiama iki 3 mm sluoksniu.
Pirmaujančių gamintojų produktų apžvalga
Tarp siūlomų produktų įvairovės yra gerbiami prekių ženklai, turintys ilgametę teigiamą reputaciją. Tai apima bendrovių produktus: „Hobas“ (Šveicarija), „Steklokompozit“ (Rusija), „Amiantit“ (koncernas iš Saudo Arabijos, turintis gamybos įrengimus Vokietijoje, Ispanijoje, Lenkijoje), „Ameron International“ (JAV).
Jauni ir perspektyvūs kompozitinių stiklo pluošto vamzdžių gamintojai: „Polyek“ (Rusija), „Arpipe“ (Rusija) ir stiklo pluošto gamykla (Rusija).
Gamintojas Nr. 1 - „HOBAS“ prekės ženklas
Firminių pavadinimų gamyklos yra JAV ir daugelyje Europos šalių. „Hobas“ produktai pelnė pasaulinį pripažinimą už puikią kokybę. GRT vamzdžiai su rišikliu iš poliesterio gaminami išcentrinio stiklo pluošto ir nesočiųjų poliesterio dervų liejimo technika.

„Hobas“ vamzdžių sistemos yra plačiai naudojamos kanalizacijos, kanalizacijos ir vandentiekio kompleksuose, pramoniniuose vamzdynuose ir hidroelektrinėse. Leidžiamas žemės klojimas, klojimas mikrotankomis ir traukimo būdu
Kompozicinių „Hobas“ vamzdžių charakteristikos:
- skersmuo - 150-2900 mm;
- SN standumo klasė - 630-10 000;
- PN slėgio lygis - 1-25 (PN1 - slėgio neturintis vamzdynas);
- vidinio pamušalo antikorozinės dangos buvimas;
- atsparumas rūgštims plačiame pH intervale.
Įkurta formuojamų dalių: alkūnių, adapterių, flanšinių vamzdžių ir trišakių gamyba.
Gamintojas Nr. 2 - įmonė „Steklokompozit“
Bendrovė „Steklokompozit“ sukūrė stiklo pluošto vamzdžių „Flowtech“ gamybos liniją, gamybos technologija - nenutrūkstamą apviją.
Dalyvauja įranga su dvigubu dervingų medžiagų tiekimu. Vidiniam sluoksniui kloti naudojamos aukštųjų technologijų dervos, o struktūriniam sluoksniui taikoma pigesnė kompozicija. Ši technika leidžia racionaliau naudoti medžiagas ir sumažinti gamybos sąnaudas.

„Flowtech“ vamzdžių diapazonas yra 300-3000 mm, PN klasė - 1-32. Standartinė filmuota medžiaga - 6, 12 m. Pagal užsakymą galima pagaminti 0,3–21 m atstumu
Gamintojas Nr. 3 - „Amiantit“ prekės ženklas
Pagrindiniai „Amiantit“ „Flowtite“ vamzdžių komponentai yra stiklo pluoštas, poliesterio derva, smėlis. Naudojama nepertraukiama apvija, leidžianti sukurti daugiasluoksnį vamzdyną.
Stiklo pluošto struktūrą sudaro šeši sluoksniai:
- neaustinės juostos išorinė apvija;
- galios sluoksnis - kapotas stiklo pluoštas + derva;
- vidurinis sluoksnis - stiklo pluoštas + smėlis + poliesterio derva;
- pakartotas galios sluoksnis;
- stiklo siūlų ir dervos pamušalas;
- neaustinė stiklo pluošto apsauginė danga.
Tyrimai parodė aukštą atsparumą dilimui - 100 tūkstančių žvyro ciklų apsauginės dangos nuostoliai buvo 0,34 mm.

„Flowtite“ gaminių stiprumo klasė yra 2500 - 10000, paprašius galima pagaminti vamzdžius SN-30000. Darbinis slėgis - 1–32 atmosferos, didžiausias srauto greitis - 3 m / s (švariam vandeniui - 4 m / s)
Gamintojas Nr. 4 - „Polyec“ įmonė
„Polyek LLC“ atlieka įvairias „Fpipes“ stiklo pluošto vamzdžių gaminių modifikacijas. Gamybos technika (nuolatinė įstrižinė išilginė-skersinė apvija) leidžia jums sukurti iki 130 cm skersmens trijų sluoksnių vamzdžius.
Polimerinės kompozicinės medžiagos naudojamos kuriant vamzdžių apvalkalus, vandens kolonų jungtis, vandens tiekimo vamzdynus ir šildymo sistemas.

Stiklo pluošto kanalizacijos vamzdžių nomenklatūros diapazonas yra 62,5-300 mm, aukšto slėgio produktų - 62,5-200 mm, vėdinimo kanalų - 200-300 mm, šulinio korpuso - 70-200 mm.
Be stiklo pluošto vamzdžių, rinka siūlo daugybę produktų iš kitų medžiagų - plieno, vario, polipropileno, plastiko, polietileno ir kt. Kuri dėl labiau prieinamos kainos aktyviai naudojama įvairiose kasdienio naudojimo srityse - įrengiant šildymą, vandentiekį, nuotekas, vėdinant ir dar daugiau.
Susipažinti su įvairių medžiagų vamzdžių charakteristikomis galite mūsų straipsniuose:
- Plastikiniai vamzdžiai: tipai, specifikacijos, montavimo ypatumai
- Polipropileniniai vamzdžiai ir jungiamosios detalės: PP produktų, skirtų vamzdynams surinkti, rūšys ir sujungimo būdai
- Plastikiniai ventiliacijos vamzdžiai gaubtams: tipai, jų charakteristikos, pritaikymas
- Variniai vamzdžiai ir jungiamosios detalės: vario vamzdyno tipai, žymėjimas, išdėstymo ypatybės
- Plieniniai vamzdžiai: tipai, asortimentas, techninių charakteristikų ir montavimo niuansų apžvalga
Gamybos technologija ir stiklo pluošto vamzdžių naudojimo galimybė:
Ištisinės ir paketinės apvijos metodų palyginimas:
Privačiuose būstuose stiklo pluošto vamzdžiai naudojami retai. Pagrindinė priežastis yra didelės išlaidos, palyginti su plastikinėmis kolegomis. Tačiau pramonės srityje kompozito kokybė buvo įvertinta gerai, o susidėvėjusios metalinės linijos dideliais kiekiais buvo pakeistos stiklo pluošto pagrindu..
Perskaitę mūsų straipsnį vis dar turite klausimų? Paklauskite jų komentarų bloke - mūsų ekspertai pasistengs pateikti išsamų atsakymą.
O gal norite papildyti pateiktą medžiagą svarbiais duomenimis ar pavyzdžiais iš asmeninės patirties? Prašome parašyti savo nuomonę pagal šį straipsnį.